
- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик






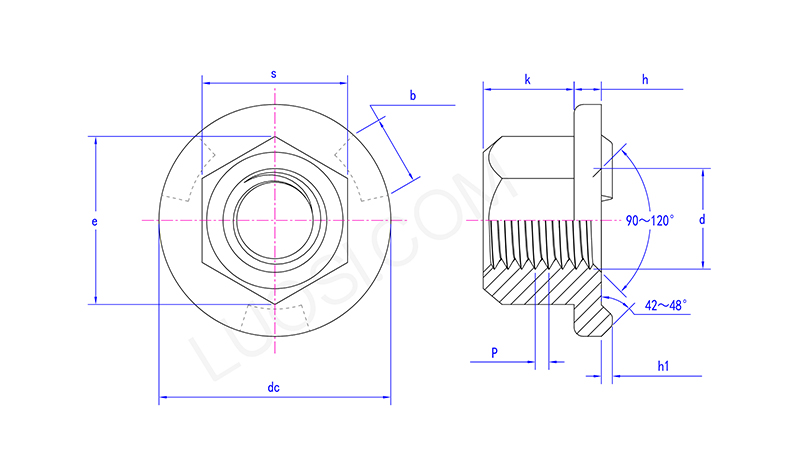
Ard Neart Weld Heicseagán Cnó Le Flange
Buntáiste lárnach a bhaineann le cnó heicseagán táthú ard-neart le flange ná an meascán d'ard-neart tarraingthe amach, friotaíocht creathadh, agus éascaíocht ailíniú le linn tionóil. Soláthraíonn Xiaoguo® praghsáil iomaíoch agus seirbhísí loingseoireachta idirnáisiúnta éifeachtacha. Is féidir linn samplaí saor in aisce a sholáthar.
Mionsamhail:Q 366-2012
Seol Fiosrúchán
Cur síos ar an Táirge
Cruach charbóin cnó heicseagán táthú ard-neart le flange oiriúnach de ghnáth gráid mar 5, 8, nó 10 (ó ASTM A563) nó aicmí maoine ISO comhchosúla - cosúil le 8, 10, 12. Cinntíonn sé seo go bhfuil airíonna meicniúla sonracha acu. Is gnách go gcomhlíonann na cinn cruach dhosmálta caighdeáin ASTM A194/A194M nó ASME, a chlúdaíonn a gcomhdhéanamh ceimiceach agus cé chomh maith agus a chuireann siad in aghaidh creimeadh, rudaí atá tábhachtach do na cnónna seo.
| Mon | M8 | M10 | M12 | M14 |
| P | 1.25 | 1.5 | 1.75 | 2 |
| h1 max | 1.1 | 1.3 | 1.3 | 1.3 |
| h1 nóim | 0.9 | 1.1 | 1.1 | 1.1 |
| dc max | 22.5 | 26.5 | 30.5 | 33.5 |
| dc min | 21.5 | 25.5 | 29.5 | 32.5 |
| e nóim | 13.6 | 16.9 | 19.4 | 22.4 |
| h uas | 2.75 | 3.25 | 3.25 | 4.25 |
| h nóim | 2.25 | 2.75 | 2.75 | 3.75 |
| b uas | 6.1 | 7.1 | 8.1 | 8.1 |
| b nóim | 5.9 | 6.9 | 7.9 | 7.9 |
| k nóim | 9.64 | 12.57 | 14.57 | 16.16 |
| k uas | 10 | 13 | 15 | 17 |
| s max | 13 | 16 | 18 | 21 |
| s min | 12.73 | 15.73 | 17.73 | 20.67 |
Réamhchúraimí:
Má chuirtear cnó heicseagán táthú ard-neart le flange i gceart, ciallaíonn sé na céimeanna táthú ceart a úsáid. Ní mór an cnó a shocrú san áit cheart agus a choinneáil go docht ar dhromchla an phíosa oibre - déan cinnte go bhfuil an dromchla glan agus réidh ar dtús. Le haghaidh táthú teilgean, caithfidh tú an sruth, an t-am agus an brú ceart a úsáid. Maidir le táthú stua, baineann sé leis an teicníc cheart. Slí amháin nó slí, tá sé tábhachtach é seo a fháil i gceart. Teastaíonn táthú uait a théann an bealach ar fad tríd, ach gan snáitheanna an chnó a mhilleadh. Sin é an chaoi a gcinntíonn tú go gcoinníonn an t-alt suas.
Treoracha Suiteála:
Chun cnó heicseagán táthú ard-neart a theilgean le flange le flange, de ghnáth is gá duit welder friotaíochta speisialta. Caithfidh sé na socruithe ceart brú leictreoid, srutha agus uainiúcháin a oibríonn do mhéid agus d'ábhar an chnó. Seiceáil bileog eolais an déantóra le haghaidh na socruithe molta a d'oirfeadh do chnónna sonracha.
Hot Tags: Ard Neart Weld Heicseagán Cnó Le Flange, An tSín, Monaróir, Soláthraí, Monarcha
Catagóir Gaolmhar
Cnó Heicseagán
Cnó Cearnóg
Cnó Flange Heicseagán
Glas Cnó
Cnó Capaill
Cnó Slotted Heicseagán
Lámh Scriú An Cnó
Cnó Babhta
Mol Cnónna
T-cnó
Cnó Giolcach
Cnónna Eile
Seol Fiosrúchán
Ná bíodh drogall ort d’fhiosrúchán a thabhairt san fhoirm thíos. Tabharfaimid freagra duit i 24 uair an chloig.








